Cable Management Systems (CMS)
In petrochemical plants, refineries, offshore platforms, and terminals, cable management systems must withstand extreme conditions—heat, corrosion, vibration, and explosive atmospheres—while ensuring uninterrupted power and signal transmission.
⚙️ Key Components
- Cable Trays and Ladders: Provide structural support for large cable runs. Available in galvanized steel, stainless steel, aluminum, or GRP (glass-reinforced plastic) for corrosion resistance.
- Conduits and Ducting: Protect cables from mechanical damage and environmental exposure. Often used in classified zones.
- Cable Hangers and Clamps: Secure cables to structures, minimizing movement and wear.
- Junction Boxes and Enclosures: ATEX/IECEx-rated boxes for terminating and transitioning cables safely.
- Glands and Seals: Maintain ingress protection and explosion containment at cable entry points.
🛢️ Applications in Oil & Gas Facilities
- Offshore Platforms: CMS must resist saltwater corrosion, UV exposure, and dynamic loads.
- Tank Farms and Terminals: Systems are designed for flammable zones, often with flameproof or intrinsically safe components.
- Process Units: Cable routing supports control, instrumentation, and power distribution across pumps, compressors, and MCCs.
- Pipeline Infrastructure: Long-distance cable runs require robust support and thermal management.
🛡️ Design Considerations
- Hazardous Area Compliance: Must meet ATEX, IECEx, and NEC standards for Zone 1/2 or Class I Div 1/2 areas.
- Corrosion Resistance: GRP and stainless steel are preferred in coastal or chemical-rich environments.
- Fire Resistance: Fire-rated trays and cables ensure circuit integrity during emergencies.
- Modularity and Accessibility: Facilitates maintenance, upgrades, and fault isolation.
📈 Benefits
- Operational Reliability: Reduces risk of cable failure and downtime.
- Safety Assurance: Prevents ignition sources and supports emergency response systems.
- Cost Efficiency: Modular systems reduce installation time and lifecycle costs.
Regulatory Compliance: Meets global standards for · Meets global standards for electrical safety and explosion protection.
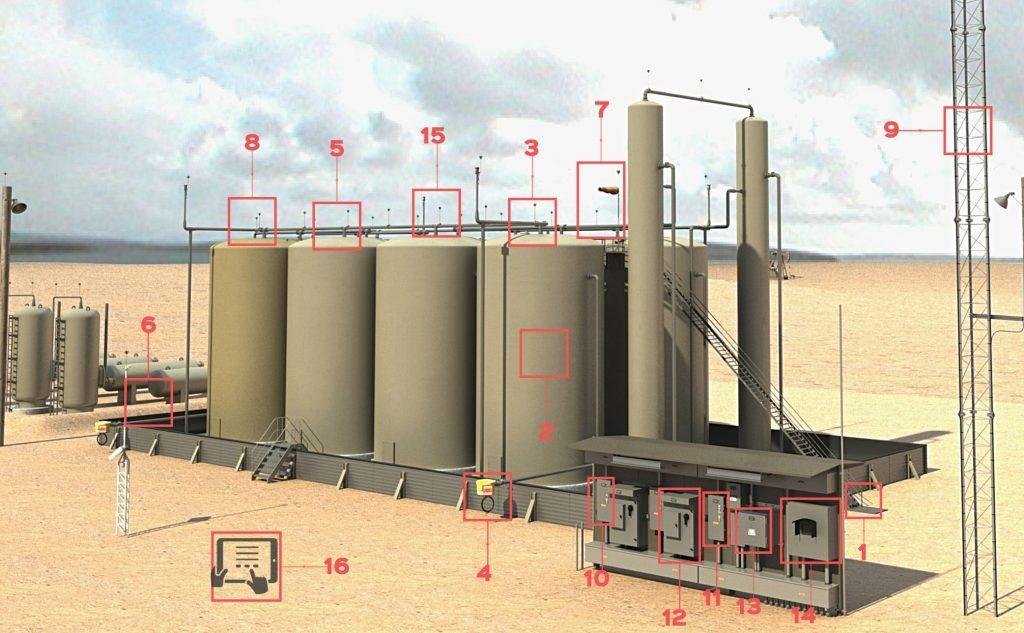
Here are images of cable management systems used in the oil and gas industry, including cable trays, ladder racks, and explosion-proof conduit installations.
These visuals illustrate how cables are routed, supported, and protected in hazardous environments like refineries, offshore platforms, and tank farms. You’ll see examples of:
- Galvanized and stainless steel cable trays mounted on structural supports
- GRP (glass-reinforced plastic) ladders used in corrosive or coastal zones
- Conduit systems for classified areas requiring flameproof protection
- Cable glands, junction boxes, and clamps ensuring secure terminations and bonding
These systems are designed to meet ATEX, IECEx, and NEC standards, ensuring safety, durability, and ease of maintenance.